Оформите заявку на сайте. Наш менеджер свяжется с вами для уточнения деталей.
Холодная штамповка – вид обработки металлов давлением, объединяющий ряд процессов, осуществляемых холодной пластической деформацией при помощи различных видов штампов, непосредственно деформирующих метал и выполняющих требуемые операции.
В технологическом отношении холодная штамповка позволяет:
- получать детали сложной формы, изготовление которых другими методами весьма затруднительно;
- создавать прочные и жесткие, но легкие по своим массовым характеристикам детали при небольшом расходе материала;
- получать взаимозаменяемые детали с высокой точностью размеров.
В экономическом отношении преимуществами являются:
- экономичность использования материала и небольшой отход;
- низкая стоимость изготовления изделий;
- высокая производительность.
Штампы для холодной листовой штамповки, как правило, имеют сложную конфигурацию, где каждая деталь имеет свою конструктивную и технологическую особенность и в зависимости от сопряжения имеют различную точность изготовления.
Процесс изготовления штампа разделяется на несколько этапов:
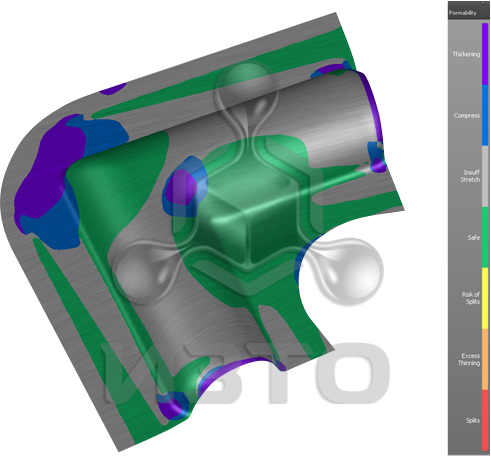
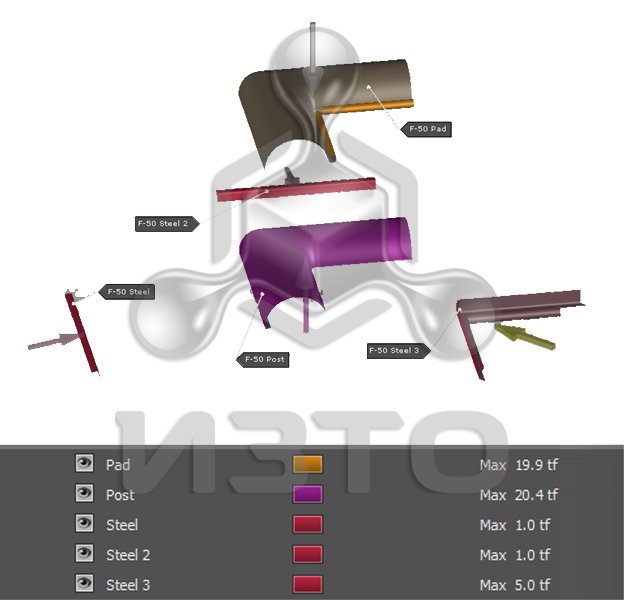
- Выполнение расчетов усилий, веса, прочности узлов, проведение анализа на штампуемость с помощью программ САПР;
- Выбор материала формообразующих и их термическую обработку;
- Проектирование штамповой оснастки с помощью программ трехмерного моделирования в 3D, затем в 2D после согласования конструкции штампа;
- Изготовление штамповой оснастки;
- Полная сборка и проверка (испытания).
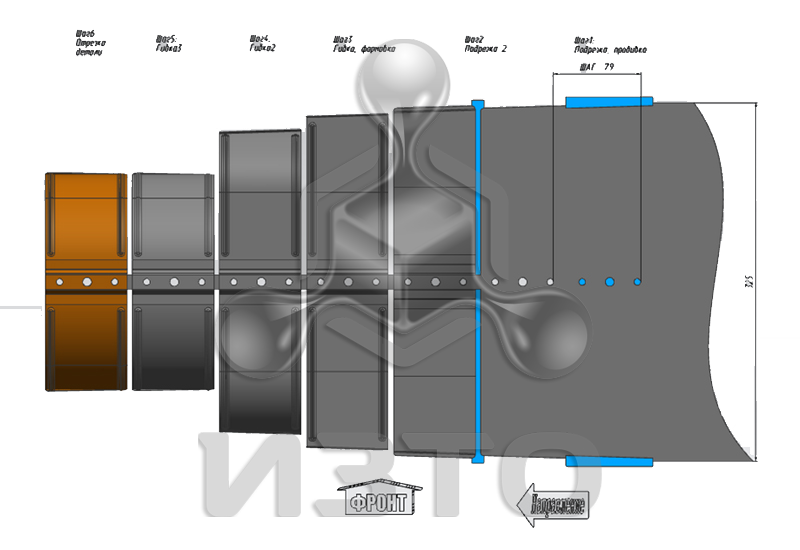
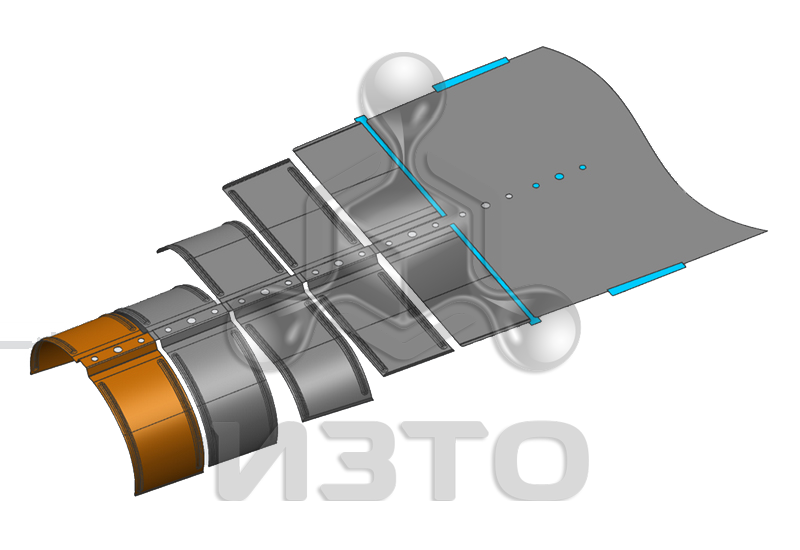
Пример Технологической проработки для традиционных штампов:
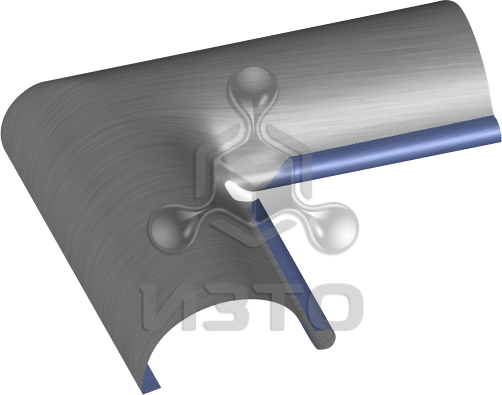
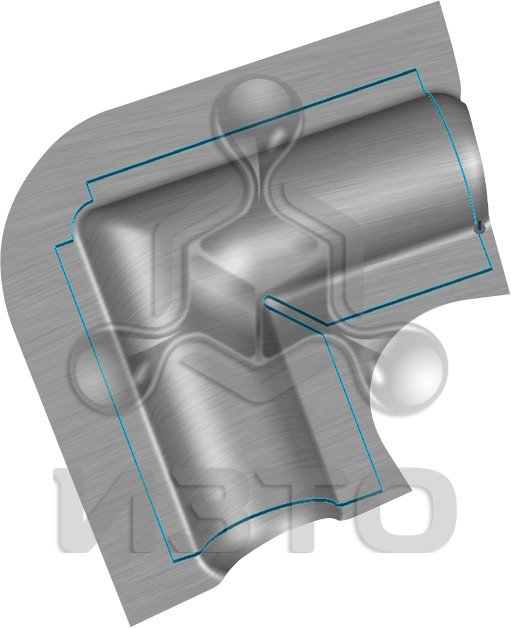
Деталь: «Внутренний угол желоба»

Оп.10 – Штамп для вырубки заготовки
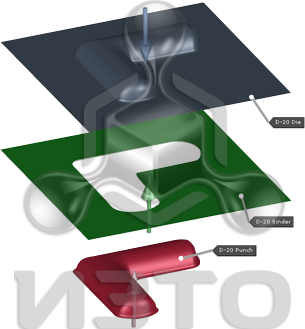
Оп.20 – Штамп для вытяжки
Оп.30 – Штамп для обрезки, пробивки

Оп.40 – Штамп для правки, клиновой фланцовки
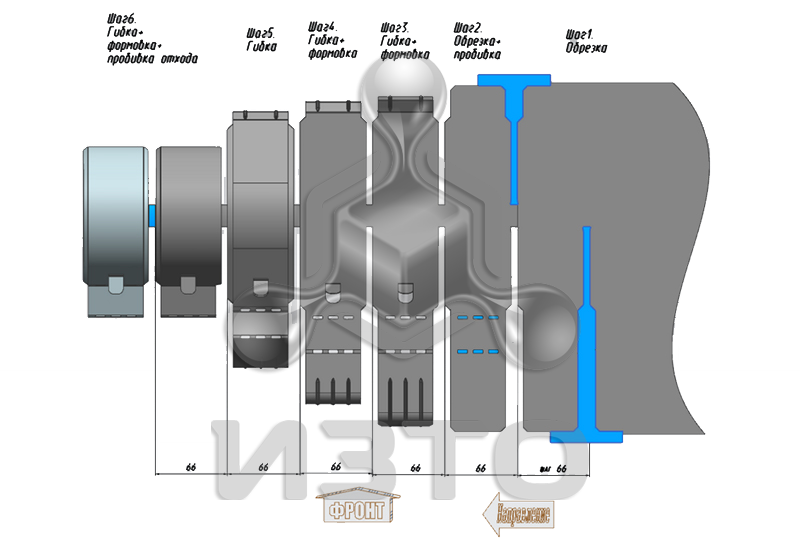
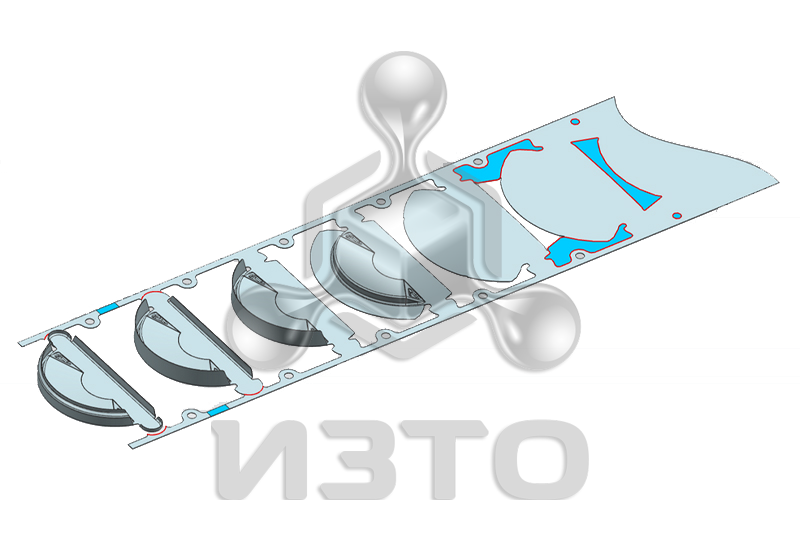
Пример технологической проработки для прогрессивных штампов
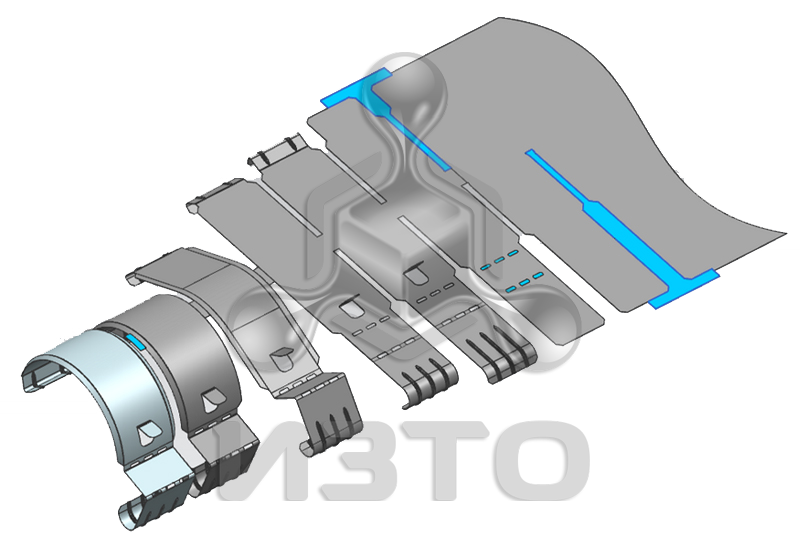
1. Деталь: «Держатель трубы» - прогрессивная штамповка

Схема последовательной штамповки
2. Деталь: «Заглушка трубы» - прогрессивная штамповка

Схема последовательной штамповки

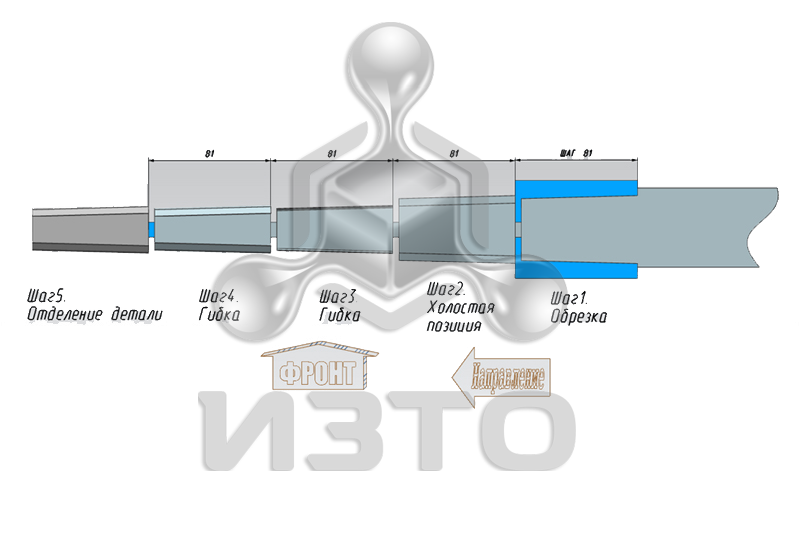
3. Деталь: «Скоба» - прогрессивная штамповка
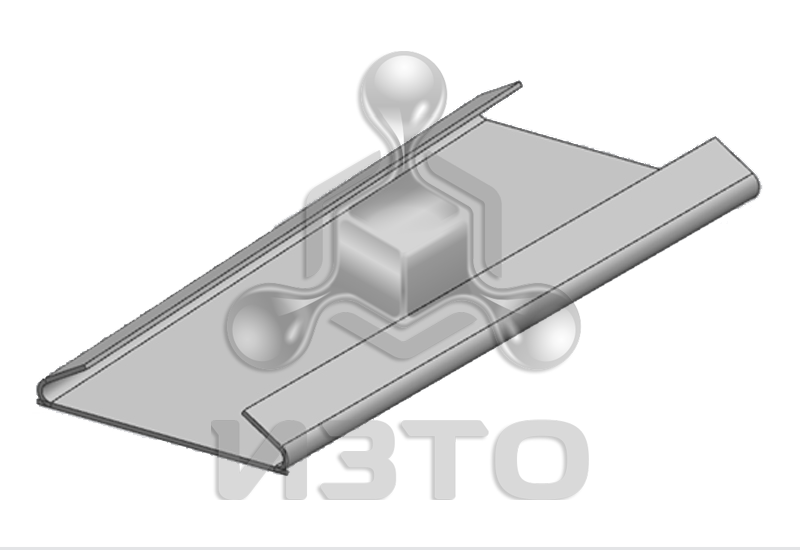
Схема последовательной штамповки

4. Деталь: «Соединитель трубы» - прогрессивная штамповка

Схема последовательной штамповки